-

郑州三研超硬材料有限公司
主营:陶瓷金刚石砂轮,树脂金刚石砂轮,电镀金刚石砂轮 - 15003715431

郑州三研超硬材料有限公司
主营:陶瓷金刚石砂轮,树脂金刚石砂轮,电镀金刚石砂轮 5
5
陶瓷结合剂超硬平面珩磨盘使用指南
郑州三研超硬材料有限公司是生产超硬磨具系列产品的专业公司。主要产品有Ф60~Ф1200mm珩磨盘,Ф3~Ф50mm内圆磨砂轮,Ф200~Ф900mm磨凸轮轴、曲轴、外圆磨砂轮及杯型、碟型、异型及磨螺纹、磨窄槽砂轮等。
为使客户充分了解,更有效的使用我公司产品,就超硬平面珩磨盘做一专门介绍。
一、引言
平面珩磨是双盘或单盘磨床切削成型加工工艺,切削速度比平面磨慢。平面珩磨工序就其运动学原里而言与孔磨或短程珩磨较为相似。但与孔磨不同之处在于平面珩磨中磨具与工件同时承受马达作用力,与短程珩磨或平面研磨相比,平面珩磨中材料磨削或加工轨迹更长,这就意味着较多的坯材在较短的时间内磨削掉。平面珩磨的切削速度为10~100m/min,而平面研磨的切削速度一般为10~100m/min之间,尽管平面研磨的工件与磨具同样由电机驱动。平面珩磨另一不同之处在于连续不断地对工件进行切削形成加工,工件与磨具之间不存在切向接触面,切削间隙产生的作用力非常小。平面珩磨因而常被成为“软研磨”。由于切削作用力小,工件上产生的热量也相应小,所以工件就不易烧伤或产生振纹。至于加工效果,工件平面度好,精确度更高,表面光洁度更均匀。
该技术已采用多年,在有色金属、轻合金以及钢铁(如压缩机零件、阀门和游标卡尺)等材质的零件加工中获得成功,尺寸精度达到1um。根据加工表面积的不同。材料磨削量至少可达0.5um。前的平面研磨技术几乎谈不上自动化,而平面珩磨技术则大大提高了加工精度,节省了人力时间。加工周期,停机时间少,同步装卸转盘以及工件,不需增加人力等等都显著地降低了加工成本。目前,由于受工件尺寸的局限,还不能广泛应用。较适用本机加工的是那些中小尺寸,加工表面积小,产量大的零部件。
二、适用范围。
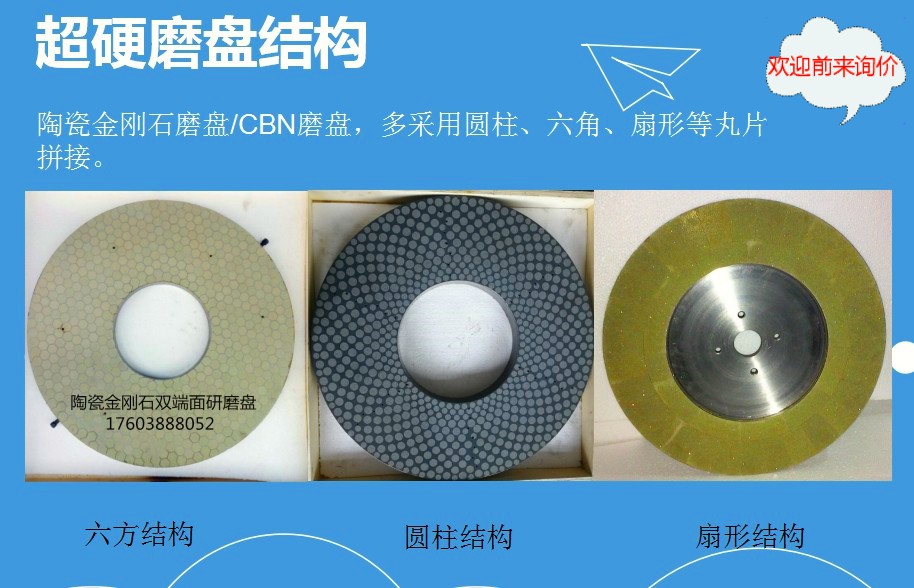
超硬金刚石、CBN珩磨盘采用正六边形或圆柱磨块拼镶而成的集合盘,主要用于精磨轴承端面、垫圈、活塞环、填隙片、制冷压缩机零件、叶片泵定子、转子端面、半导体材料、磁性材料、工程陶瓷等规格少数量大,要求严格的偶件产品。
三、优点
1、具有尺寸精度高、一致性好;
2、表面粗糙度可控;
3、平行度、平面度等形位公差好的特点;
4、加工效率是研磨的几倍至几十倍;
5、其能实现清洁加工,工件加工后*超声波清洗,环境污染小,排放少或是无排放,工人操作环境好;
6、综合加工成本、直接成本低于其它加工方式;
四、配套机床厂家
主要配套机床厂家:日本光阳、德国彼特沃尔特斯、意大利麦杰瑞、英国莱玛特等进口机床;秦川发展、新乡机床厂、甘肃兰新、山东乳山、湖南宇晶等国产机床生产之端面珩磨机。
五、使用
1、 安装
我公司出厂的珩磨盘平面度为0.03,平行度≤0.05,请按机床使用要求安装,另我公司可安排技术人员现场服务。
2、零件排布:
a 零件一般所占的面积为珩磨盘面积的1/5~1/10;
b 零件排布应尽可能均布,使磨削机率相等;
c 零件初始尺寸偏差要小(10丝以内);
d 零件运动到珩磨盘内、外圈时零件的1/5必须**出上、下盘边缘;
砂轮平面度对加工后工件平面度的影响,珩磨盘直径的大小不同,影响系数不同,大珩磨盘的影响系数小,小珩磨盘的影响系数大。一般加工后零件平面度为珩磨盘平面度的1/6~1/10。
3、 修整频率
使用过程,修整、开刃频率随零件的材质、硬度及磨削余量的不同而改变,一般磨30~50盘零件,修锐一次,此时,可用砂轮修整块或**研磨粉对CBN、金刚石珩磨盘开刃30秒,即可恢复使用。为减少修整频次可采用上、下磨盘定期改变旋转方向或转盘(工件基托)定期换向或调整游星轮转向,均对盘面不均匀磨耗,盘面清屑及增加磨削效率有好处。
六、珩磨盘修整
1、 修整时机把握:
a 初始安装连接后需进行修整才能投入使用,主要用于打开刃口和上下磨盘有较好的贴合度(平行度)。
b 使用过程中砂轮的平面度**过5丝需进行修整,若零件平行度、平面度要求低的可适当增加,但是较大不得**过5丝;
c 砂轮的磨削效率降低,在压力增大到一定程度(机床允许的),也能达到提高磨削效率的目的时需要进行修锐;
d 上、下盘在三等高台支撑时平行度不得**过4丝。
2、 修整、修锐方法
CBN、金刚石珩磨盘的修整采用多行星珩磨方式,因修整介质不同,又分为钢轮修整和砂轮修整。
a、钢轮(铸铁)修整、开刃:
修整用的钢轮,外形、尺寸与机床加工工件时所用的行星轮一致,只是少了承载工件用的载料孔,厚度20mm左右,两端面平行度0.02以内,修整时,在磨盘表面涂上**研磨粉,然后将钢轮均布在下盘上,并在钢轮上端面亦涂上**研磨粉,然后,上磨盘下降,并以机床正常加工工件时的预压力和转速工作(注意:此时一定要关闭冷却液),以钢轮作载体,磨粉为介质,将上、下砂轮研平。钢轮修整,效率高,容易修整过量,造成砂轮的浪费,因此,采用此方式时,一定要注意机床数显系统显示的上、下砂轮盘之间的一量的变化情况,杜绝修整过量。
b、用普通砂轮修整、开刃
在行星轮内放置修整砂轮,并用卡凸将修整环固定,把一组这样配置的行星砂轮放置在研磨机内研磨,使上、下砂轮工作面达到平整。
砂轮环修整,采用是松软的细粒度碳化硅或刚玉砂轮,通过砂轮的消耗修平CBN砂轮,能够将CBN砂轮工作面修得很平整,修整精度高,不易出现修整过量,但修整效率偏低,采用砂轮上、下加**研磨砂的修整方式可提高工效。
C 、开刃时较好采用游行轮正转,反转各开30秒,以利于上下磨盘贴合度好。
3、 平面度的影响因素
上下盘的平面度对零件的形位公差都有影响,但上下盘的贴合度对工件平面度、平行度影响较大,下图为非正常使用情况下,上下盘错误配合及解决办法。
同鼓异凹是指磨盘转向与零件动向相同时越用越鼓,磨盘转向与零件动向相时,越用越凹。
磨加工后零件形位公差不好的原因有三:
a磨削时磨盘(上下盘)的贴合度不好(主因);
b磨盘平面度太差(>0.04mm);
c上盘游动性不好或者压力不足,不能使上下盘紧贴零件。
解决方案:调整装配要求,装配好后检测上盘凹芯及凸芯情况,若出现上盘凹下盘也凹,或上盘凸下盘也凸,这样的话是磨不合格的形位公差,要求上盘在等高台支撑下检测平行度小于0.03mm。
1.用**金刚石修平砂轮,加压磨合上、下盘贴合度,将修平砂轮装在行星轮内要求旋转时内外必须出盘3-5mm,加压磨合修平后开刃再用;
2.对于粗号磨盘(粗于500号)可采用上、下盘轻压互研解决。
注意:1.在使用中要经常周期性转换中心轮转向,
2.周期性经常检测磨盘平面度情况,若**过0.04mm后必须修平使再用。
3.两次开刃的中心轮转向要不同。
我公司出厂的磨盘,单盘平面度都在0.03mm以内,且磨盘的质量只决定磨削效率、磨削粗糙度和耐用度。零件的形位公差是由装配后或使用中磨盘平面度和两盘工作中贴合度决定的。
现在所使用的双盘平面珩磨机对于那些产量大,研磨质量要求高的公司来说非常理想。使用金刚石或CBN磨料,坯件磨削率和工件表面光洁度都很高。由于规格尺寸要求过严,不宜采用粗磨料进行加工。而且当研磨效果不尽如人意时,选用本机不失为明智之举。平面珩磨不仅可以可以保证通常只有靠研磨才能达到的公差而且还能够大大节省加工时间。该项新技术尤其使用于加工硬质合金、陶瓷、宝石镜片、铁磁陶瓷、金属陶瓷、轻合金、铝及硬化钢等,加上半自动化及全自动化加载卸载系统,其优势更加明显。
七、出现磨削问题解决方案
出现问题 原因及解决方法
粗糙度差 提高上、下盘转速,降低压力,减少修整频次及开刃深度,开刃砂轮太粗
平行度、平面度差 修整盘面 ≤0.03mm,提高行星轮转速,上下盘平行度≤0.04mm
划伤
a 检查盘面情况,过滤系统不好,冷却液中带入大颗粒或杂质
b 盘面粘屑
c 压力过大
d 开刃砂轮过粗
尺寸一致性不好
a 盘面修整
b 下盘按装不平稳
c 上盘方向活动不灵活
d 工件压力过小
不下尺寸
a 压力增加
b 转速加快
c 减少零件数量
d 修锐盘面
e 开刃口未开出(开刃砂轮过细或是开刃压力小)
八、举几个实用实例供参考
实例1:
机床 :进口
砂轮规格:Ф720(外径)×Ф320(内径)
工件尺寸:Ф52(外径)×Ф50(内径)
工件材质:耐磨铸铁HRC52~56
单盘加工工件数量:60件/盘
加工余量:0.03~0.05
加工后工件平面度:0.001
加工后工件两端面平行度:0.002
单盘砂轮磨损量:0.0003(包括修盘及开刃)
磨削表面粗糙度:Ra:0.1µm,Rz:0.6µm
切削速率:0.025mm/min
开刃频率:7200件/次
实例2
机 床 :进口
砂轮规格:Ф820(外径)×Ф390(内径)
工件材质:耐磨高硅铝合金
工件尺寸:Ф70
单盘加工工件数量:72件/盘
加工余量:0.05~0.07
加工后工件平面度:0.0015
加工后工件两端面平行度:0.003
磨削表面粗糙度:Ra:0.2µm
开刃频率:80盘
切削速率及单盘磨损量:不详
实例3:
机床 :国产
砂轮规格:Ф630(外径)×Ф320(内径)
工件材质:硬质合金机夹刀片
形状及尺寸繁杂,单盘数量不能确定
加工后工件平面度:0.001
加工后工件两端面平行度:0.0015
磨削表面粗糙度:Ra:0.15µm
开刃频率:一个工作日
实例4:
机床 :国产
砂轮规格:Ф370(外径)×Ф145(内径)
工件材质:99高铝工程陶瓷
工件尺寸:Ф70×Ф32
加工余量:0.02~0.04
单盘加工数:8件
加工后工件平面度:0.001
加工后工件两端面平行度:0.0015
表面粗糙度:Ra:0.1µm
切削速率:0.015mm/min
开刃频率:3个工作日
为使广大用户更好得到适用的金刚石、CBN平面珩磨盘,请认真填写我公司传发的《磨具使用状况调查表》,以便我公司能有针对性的设计、制作,为您提供满意的服务!